Гост р исо 7044-2009. гайки шестигранные самостопорящиеся цельнометаллические с фланцем. классы точности а и в
Содержание:
- Введение
- 10.2. Осмотр объектов при использовании люминесцентных магнитных индикаторов
- Упаковка и маркировка
- Приложение B (обязательное)
- Отчет о результатах контроля
- 7.3. Размер частицы
- 8.1. Общие требования
- 3 Термины и определения
- Интерпретация и регистрация признаков дефектов
- 4 Принципы и цели прослеживаемости
- Область применения
- 1 Область применения
- 6 Внедрение
Введение
Система прослеживаемости представляет собой инструмент содействия организации, работаю* щей в цепочке производства кормов и пищевых продуктов, в достижении определенных задач системы менеджмента.
При выборе системы прослеживаемости учитывают требования технических регламентов, особенности производства, характеристики продукции и ожидания потребителя.
Сложность системы прослеживаемости может быть различной в зависимости от свойств продукции и поставленных целей.
Внедрение организацией системы прослеживаемости зависит от следующих факторов:
-
— технических ограничений, свойственных организации и продукции (т. е. характера сырья, размера партий, процедур сбора и транспортирования, методов технологической обработки и упаковки);
-
— экономического эффекта от затрат на применение такой системы.
Системы прослеживаемости, как таковой, недостаточно для обеспечения безопасности пищевой продукции.
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОСЛЕЖИВАЕМОСТЬ
В ЦЕПОЧКЕ ПРОИЗВОДСТВА КОРМОВ И ПИЩЕВЫХ ПРОДУКТОВ
Общие принципы и основные требования к проектированию и внедрению системы
Traceability in the feed and food production chain.
General principles and basic requirements for system design and implementation
Дата введения —2011—01—01
10.2. Осмотр объектов при использовании люминесцентных магнитных индикаторов
При использовании люминесцентных магнитных индикаторов помещение или ту его часть, где должен проводиться контроль, следует затемнить до максимального уровня освещенности видимым светом 20 люкс. Контролируемый участок должен быть освещен УФ-излучением. Измерение УФ-излучения следует проводить в соответствии с ЕН ИСО 3059; интенсивность этого излучения на контролируемой поверхности должна быть больше 10 Вт/м2 (1000 мкВт/см2). Более высокий уровень УФ-излучения допускает пропорционально более высокий допустимый уровень общей освещенности видимым светом при условии обеспечения контраста между признаками дефекта и окружающей поверхностью.
Перед исследованием следует предусмотреть достаточное время для того, чтобы глаза оператора адаптировались к пониженной окружающей освещенности.
Перед использованием источник УФ-излучения должен быть включен на несколько минут (как правило, не менее 5 мин), с тем чтобы гарантировать соответствующий уровень излучения.
Примечание- Оператору следует избегать смотреть прямо на источник УФ-излучения или на те участки, которые действуют как отражатели этого излучения.
При работе с УФ-излучением не следует носить фотохромные очки, поскольку их действие может вызвать затемнение поля зрения и, таким образом, ослабить способность использующего их оператора распознавать несплошности.
Упаковка и маркировка
Упаковка и маркировка должны соответствовать применимым национальным и местным законодательным актам. Контейнеры должны быть совместимыми с дефектоскопическими материалами.
Маркировка на контейнерах должна содержать следующую информацию:
— идентификация материала;
— тип дефектоскопического материала;
— номер партии;
— дата изготовления;
— дата истечения срока годности.
Таблица 1 — Требования к испытаниям
|
Свойства |
Вспомогательная контрастная краска |
Сухие материалы |
Органические дисперсионные среды |
Водные суспензии, готовые к использованию |
Органические суспензии, готовые к использованию |
Метод |
|
|
Пункт |
Стандарт/ примечание |
||||||
|
Характеристики |
Q/B |
Q/B/P |
Q/B/P |
Q/B/P |
7.1 |
сравнение |
|
|
Цвет |
Q/B/P |
Q/B/P |
Q |
Q/B/P |
Q/B/P |
7.2 |
|
|
Размер частиц |
Q/B |
Q/B |
Q/B |
7.3 |
|||
|
Термостойкость |
Q |
Q |
Q |
Q |
Q |
7.4 |
|
|
Коэффициент флюоресценции |
Q/B |
Q/B |
Q/B |
7.5 |
|||
|
Стабильность флюоресценции |
Q |
Q |
Q |
7.5.1.3 |
|||
|
Температура вспышки |
Q/B |
Q/B |
Q/B |
7.7 |
|||
|
Флюоресценция жидкости-носителя |
Q/B |
Q/B |
Q/B |
7.6 |
сравнение |
||
|
Коррозия на стали |
Q |
Q |
7.8.1 |
||||
|
Коррозия на меди |
Q |
Q |
7.8.2 |
ЕН ИСО 2160 |
|||
|
Вязкость |
Q |
Q/B |
Q/B |
7.9 |
ЕН ИСО 3104 |
||
|
Механическая стойкость: |
|||||||
|
— кратковременная |
Q/B |
Q/B |
7.10 |
||||
|
— долговременная |
Q |
Q |
7.10 |
||||
|
Пенообразование pH (водные материалы) |
Q |
Q/B |
Q/B |
7.117.12 |
ИСО 4316 |
||
|
Q |
|||||||
|
Стойкость к хранению |
Q |
Q/B |
Q/B |
Q/B |
Q/B |
7.13 |
|
|
Содержание серы и галогенов |
В |
В |
В |
В |
7.15 |
Примечание — Только для материалов, отмеченных как материалы с низким содержанием серы и галогенов |
|
|
Примечание-Q — испытания типа, В- испытания партии, Р- испытания материалов в эксплуатации. |
1— электродвигатель; 2 -муфта; 3 -плита электродвигателя; 4 — опорное кольцо для установки расстояния 10 мм от днища; 5 -крепеж угловыми профилями; 6 -плита распылителя; 7 — резервуар ISO 3819 -HF 2000; 8 — четыре плиты статора толщиной 2 мм. Высота опоры — 170 мм; 9 -ось; 10 -три опоры; 11 — направляющее кольцо; 12 -фетр; 13— основание; 14 — лопасть
Рисунок 2 — Конструкция устройства для перемешивания (7.10.2)
Приложение B (обязательное)
Эталонные образцы
B.1. Эталонный образец типа 1
B.1.1. Описание
Эталонный образец представляет собой диск с двумя типами естественных трещин на поверхности, как показано на рисунке В.1. Он должен содержать грубые трещины и тонкие трещины, произведенные путем шлифовки и коррозии под напряжением. Эталонный образец постоянно намагничивается с помощью центрального проводника, проходящего через отверстие. Оценка дефектоскопического материала проводится визуально или другим подходящим методом сравнения индикаций.
B.1.2. Изготовление
Подготовка материала: используется сталь (марка 90MnCrV8), поверхности должны быть плоско отшлифованы до (9,80 ± 0,05) мм, затем закалены при (860 ± 10) °C в течение 2 ч и охлаждены в масле для достижения твердости поверхности от 63 до 70 HRC.
Процесс: шлифовка при скорости 35 м/с с помощью зерна размером 46J7 с поперечной подачей 0,05 мм на поверхность, индекс 2,00 мм.
Чернение от 145 °C до 150 °С в течение 1,5 ч.
Намагничивание: намагничивание проводится с помощью центрального проводника и постоянного тока значением 1000 А (пиковое значение).
B.1.3. Проверка
Начальная оценка: необходимо использовать флюоресцирующий дефектоскопический материал, результаты должны быть записаны.
Идентификация: каждый эталонный образец должен иметь уникальный идентификатор. С эталонным образцом поставляется сертификат, подтверждающий его соответствие стандарту ИСО 9934-2.
1— трещины от шлифовки; 2 -трещины от коррозии под напряжением
Рисунок В.1 — Эталонный образец типа 1
В.2. Эталонный образец типа 2
В.2.1. Описание
Эталонный образец типа 2 представляет собой независимый блок, не требующий внешней индукции магнитного поля. Образец состоит из двух стальных стержней и двух постоянных магнитов, как показано на рисунке В.2. Образец должен быть откалиброван так, чтобы отметка «+4» соответствовала 100 А/м и отметка «-4» соответствовала минус 100 А/м.
Длина индикации дает меру характеристики. Индикации начинаются в конце и уменьшаются к центру. Увеличенная длина соответствует лучшим характеристикам. Результаты представляют собой общую длину левой и правой индикаций.
Примечание- В центре два стальных стержня: (10´10´100) мм с щелью 0,015 мм.
1— направление распыления
Рисунок В.2 — Эталонный образец типа 2
B.2.2. Изготовление
B.2.2.1. Изготовить на станке два квадратных стержня из стали марки С15 согласно ЕН 10083-2, сторона квадрата 10 мм, длина (100,5 ± 0,5) мм. Изготовить на станке держатель для стержня и два защитных наконечника из немагнитного материала для захвата и защиты магнитов (см. рисунок В.2).
B.2.2.2. Шлифовать одну поверхность каждого стержня до Ra = 1,6 мкм и плоскостностью < 5 мкм.
Внимание: температура стержня не должна превышать 50 °C. B.2.2.3
Размагнитить два стержня
B.2.2.3. Размагнитить два стержня.
B.2.2.4. Вставить между шлифованными поверхностями двух стержней алюминиевый лист толщиной 15 мкм, затем поместить сборку в держатель стержней.
B.2.2.5. Закрепить стержни в рабочем положении.
B.2.2.6. Установить защитные наконечники магнитов.
B.2.2.7. Шлифовать верхнюю поверхность сборки до Ra = 1,6 мкм
B.2.2.8. Снять защитные наконечники магнитов.
B.2.2.9. Вставить магниты (маленькая запирающаяся дверца: например, CF 12-6N), как показано на рисунке В.3.
Стальные шунты толщиной 0,2 мм используются для регулировки величины магнитного поля.
1 — шунт
Рисунок В.3 — Схема, показывающая вставленные магниты
B.2.2.10. Установить защитные наконечники магнитов.
B.2.2.11. Гравировать верхнюю поверхность, как показано на рисунке В.4. Гравировка не должна быть ближе 2 мм от щели.
1— щель
Рисунок В.4 — Гравировка эталонного образца типа 2
B.2.3. Проверка
B.2.3.1. С помощью измерителя тангенциальной составляющей напряженности измерить поле перпендикулярно к искусственному дефекту на отметках «+4» и «-4».
B.2.3.2. Критерии приемки
Значение поля на отметке «-4»: -100 А/м ± 10 %.
Значение поля на отметке «+4»: +100 А/м ± 10 %.
Если эти значения не достигаются, повторить процедуру от B.2.2.9 по регулировке значений поля с помощью шунтов.
B.2.3.3. Идентификация
Каждый эталонный образец типа 2 идентифицируется с помощью уникального заводского номера.
Вместе с эталонным образцом поставляется сертификат, подтверждающий соответствие образца требованиям ЕН ИСО 9934-2.
Отчет о результатах контроля
Если формируют отчет о результатах испытаний, то в него включают следующую информацию:
a) наименование компании;
b) место проведения контроля;
c) описание и идентификацию контролируемого объекта;
d) этап проведения контроля (например, до или после термообработки, до или после чистовой отработки);
e) ссылку на оформленную в письменном виде методику контроля и использованные технологические карты;
f) описание использованного оборудования;
g) способ намагничивания с указанием (при необходимости) значений тока, напряженности тангенциального поля, формы колебаний, расстояния между контактами или полюсами, размеров обмотки и т.д.;
h) использованный дефектоскопический материал и (в случае применения) контрастный вспомогательный краситель;
i) подготовку поверхности;
j) условия наблюдения;
k) максимальную остаточную напряженность поля после испытаний (при необходимости);
l) способ регистрации и маркировки признаков дефектов;
m) дату испытаний;
n) имя, квалификацию и подпись лица, проводившего контроль.
Отчет о результатах контроля должен содержать результаты контроля, включая подробное описание признаков дефектов и заключение о том, в какой степени эти признаки соответствуют приемочным критериям.
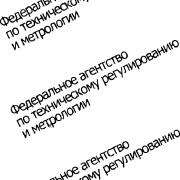
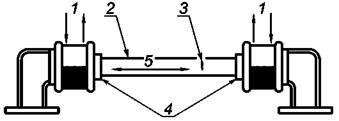
1— образец; 2 — дефект; 3 — поток; 4 — ток; 5 — площадка контакта; 6 — контактная головка
Рисунок 1 — Осевое пропускание тока по всему объекту
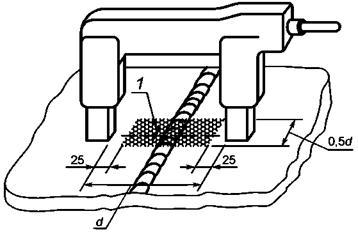
1— дефект
Рисунок 2 — Электроконтакты; пропускание тока по части объекта
|
Размеры в миллиметрах |
1— перекрытие
Рисунок 3 — Электроконтакты; пропускание тока по части объекта
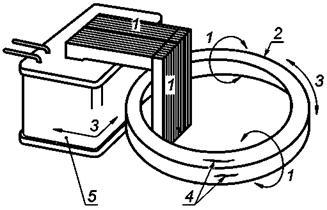
1— поток; 2 — образец; 3 — ток; 4 — дефект; 5 — первичная обмотка трансформатора
Рисунок 4 — Пропускание индуцированного тока
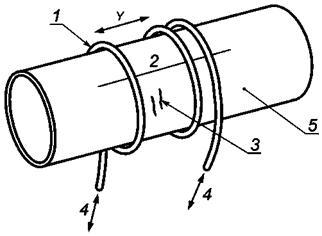
1— изолированный сквозной стержень; 2 — дефекты; 3 — поток; 4 — ток; 5 — образец
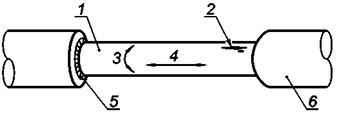
Рисунок 5 — Продеваемый проводник
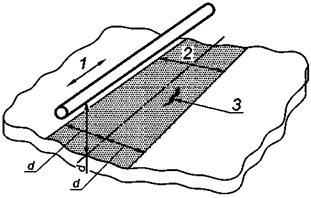
1— ток; 2 — поток; 3 — дефект
Рисунок 6 — Параллельно располагаемый проводник
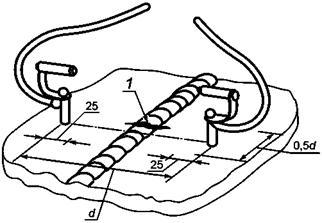
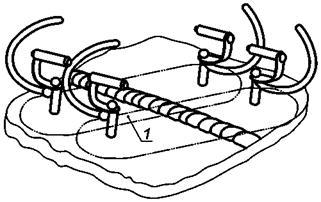
1— ток; 2 — номер витков; 3 — направление дефекта
Рисунок 7 — Параллельно располагаемый проводник (в виде обмотки)
1— ток; 2 — образец; 3 — дефект; 4 — полюсный наконечник; 5 — поток
Рисунок 8 — Магнитный поток
|
Размеры в миллиметрах |
1— дефект
Рисунок 9 — Переносной электромагнит (магнитные клещи)
1— ток; 2 — образец; 3 — поток; 4 — дефект
Рисунок 10 — Соленоид, образованный витками медной или алюминиевой шины
1— изолированный кабель; 2 — поток; 3 — дефекты; 4 — ток; 5 — образец
Рисунок 11 — Соленоид, образованный витками гибкого кабеля
7.3. Размер частицы
7.3.1. Метод
Метод определения размеров частиц зависит от диапазона распределения размеров частиц.
Примечание-Для магнитных суспензий распределение размеров частиц может быть определено методом Култера или эквивалентным методом (см. библиографию).
7.3.2. Определение размера частицы
Различают следующие диапазоны размеров частиц:
— малого диаметра dl: не более 10 % частиц должны быть меньше, чем dl;
— среднего диаметра da: 50 % частиц должны быть больше и 50 % меньше, чем da;
— большого диаметра du: не более 10 % частиц должны быть больше, чем du;
7.3.3. Требования
Должны быть предоставлены данные по dl, da и du. Для магнитных суспензий размеры должны быть в диапазоне dl³ 1,5 мкм и du£ 40 мкм.
Примечание- Для порошков, как правило, dl³ 40 мкм.
8.1. Общие требования
Минимальное
значение магнитной индукции на поверхности объекта контроля должно составлять 1
Тл. Такая магнитная индукция достигается в низколегированных и малоуглеродистых
сталях с высокой относительной магнитной проницаемостью при тангенциальной
составляющей напряженности магнитного поля 2 кА/м (20 А/см).
Примечание- Для других сталей с более
низкой магнитной проницаемостью может потребоваться более высокая напряженность
тангенциального поля. При слишком высоком уровне намагничивания могут
возникнуть ложные фоновые признаки дефектов, которые могут замаскировать их
истинные признаки.
Когда
намагничивание проводится переменными токами, задаваемой величиной переменного
тока принято его действующее (эффективное или среднеквадратичное) значение. В
случае, когда измеритель величины тока на оборудовании для намагничивания
измеряет среднее значение тока, в таблице для различных распространенных
форм колебаний приведены соответствующие среднеквадратичные значения.
Использование импульсных токов или токов с обрезанием фазы требует специальных
измерений.
Если
имеется вероятность, что трещины или другие линейные несплошности ориентированы
в определенном направлении, магнитный поток следует, по возможности,
располагать перпендикулярно этому направлению.
Примечание- Могут быть обнаружены
несплошности под углом не более 60° от оптимального направления намагничивания.
При
необходимости выявления подповерхностных несплошностей следует использовать
постоянный или выпрямленные токи.
Таблица 1 — Соотношение
между пиковым средним и среднеквадратичными значениями для различных форм
синусоидальных колебаний
|
Пиковое значение |
Среднее значение |
Среднеквадратичное значение |
Отношение среднеквадратичного |
|
|
Переменный ток |
I |
0,707I |
— |
|
|
Переменный ток с |
I |
0,318I |
0,5I |
1,57 |
|
Переменный ток с |
I |
0,637I |
0,707I |
1,11 |
|
Трехфазный ток с |
I |
0,826I |
0,840I |
1,02 |
|
Трехфазный |
I |
0,955I |
||
3 Термины и определения
В настоящем стандарте применены термины и определения, указанные в ИСО 22000, а также следующие термины с соответствующими определениями:
3.1 продукция: Результат процесса.
Примечание — Продукция может включать в себя упаковочные материалы.
[ИСО 9000:2005. статья 3.4.21
3.2 процесс: Совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующих входы в выходы.
Примечания
-
1 Входы в процесс обычно являются выходами других процессов.
-
2 Как правило, процессы в организации (3.10) планируют и проводят в управляемых условиях для получения добавленной стоимости.
Издание официальное
3 Процесс, при котором соответствие другого конечного продукта невозможно верифицировать сразу или экономически, называют «специальным процессом».
(ИСО 9000:2005, статья 3.4.1 ]
3.3 партия: Совокупность единиц продукции, произведенной и/или обработанной и упакованной в аналогичных условиях.
Примечания
-
1 Партию определяют на основании параметров, предварительно установленных организацией.
-
2 Совокупность единиц может быть сокращена до одной единицы продукции.
-
3.4 идентификация партии: Процесс установления единого кода для партии продукции.
-
3.5 местонахождение: Место производства, технологической обработки, распределения, хранения и транспортирования из места первоначального производства к потребителю.
-
3.6 прослеживаемость: Возможность проследить движение кормов или пищевых продуктов через установленные стадии производства, обработки и распределения.
Примечания
Примечание — Первичное производство включает в себя производство кормов для животных, содержание животных, предназначенных для производства пищевых продуктов, и непосредственное производство отдельных видов пищевых продуктов (продовольственного сырья).
-
3.8 поток материала: Движение любого материала в любой точке цепочки производства кормов и пищевых продуктов.
-
3.9 материалы: Корма и пищевые продукты, ингредиенты для кормов и пищевых продуктов и упаковочные материалы для них.
-
3.10 организация: Группа работников с необходимыми средствами и распределением обязанностей, полномочий и взаимоотношений.
Примечания
-
1 Организация может состоять из одного человека.
-
2 Организация может быть общественной или частной.
-
3.11 данные: Записанная информация.
-
3.12 система прослеживаемости: Полная совокупность данных и операций, способная содержать необходимую информацию о продукции и ее компонентах на протяжении всей цепочки производства и использования продукции или отдельной части продукции.
Интерпретация и регистрация признаков дефектов
Следует принять меры к различению между истинными признаками дефектов и ложными либо ошибочными признаками, такими как царапины, изменения сечения, границы между областями с разными магнитными свойствами или наличие магнитной памяти. Оператор должен провести все необходимые испытания и наблюдения, чтобы идентифицировать и, если возможно, исключить причину ложных признаков.
Примечание- В предусмотренных случаях может иметь значение легкая обработка поверхности.
Все признаки, которые не могут с полной уверенностью игнорироваться как ложные, следует рассматривать, как линейные и скругленные в соответствии с приведенным ниже определением; эти признаки должны быть зарегистрированы, как это требуется стандартом на данную продукцию.
Линейные признаки — признаки, длина которых более чем в три раза превышает ширину. Скругленные признаки — признаки круговой или эллиптической конфигурации, длина которых меньше или равна их трехкратной ширине.
4 Принципы и цели прослеживаемости
В системе прослеживаемости должны быть документально отражены история продукции и/или ее местонахождение в цепочке производства кормов и пищевых продуктов. Системы прослеживаемости способствуют поиску причин, вызвавших несоответствие требованиям, и позволяют аннулировать или отозвать продукцию, если это необходимо. Системы прослеживаемости могут улучшить соответствующее использование и достоверность информации, результативность и производительность деятельности организации.
Системы прослеживаемости должны достигать целей (см. 4.3) с технической и экономической точек зрения.
Информация о движении материалов (продукции) внутри системы прослеживаемости может быть связана с происхождением материалов, историей технологической обработки, распределением кормов или пищевых продуктов. При этом должны быть предусмотрены, как минимум, один шаг вперед и один шаг назад для каждой организации в цепочке производства. По соглашению заинтересованных сторон оно может применяться к нескольким частям цепочки поставок.
4.2 Принципы
Системы прослеживаемости должны быть:
-
— верифицируемыми;
-
— применяемыми последовательно и беспристрастно;
-
— ориентированными на результаты;
-
— соответствующими показателю «затраты — эффективность»;
* практичными в применении;
— совместимыми с применяемыми техническими регламентами или политикой в области качества организации и соответствующими установленным требованиям к точности исполнения.
4.3 Цели
При разработке системы прослеживаемости в цепочке производства кормов и пищевых продуктов необходимо выявить специальные цели, которые должны быть достигнуты, сучетом принципов, идентифицированных 8 4.2.
В качестве примеров можно привести следующие цели:
-
— поддерживать безопасность пищевых продуктов и/или цели в области качества;
-
— удовлетворять требования потребителя;
-
— определить историю или происхождение продукта;
-
— идентифицировать ответственные организации в цепочке производства кормов и пищевых продуктов;
• облегчить верификацию специальной информации о продукте;
-
— обмениваться информацией с соответствующими заинтересованными сторонами и потребителями;
-
— соблюдать любые местные, региональные, национальные или международные технические регламенты или правила;
-
— повышать результативность, производительность и рентабельность организации;
-
— содействовать, при необходимости, аннулированию или отзыву продукции.
Область применения
Настоящий стандарт устанавливает основные требования для магнитопорошкового метода контроля ферромагнитных материалов. Магнитопорошковый метод в первую очередь применяется для обнаружения поверхностных дефектов, таких как разрывы, и особенно трещин: трещин различного происхождения, волосовин, флокенов, закатов, надрывов, непроваров сварных соединений и других дефектов типа несплошности материала.
С помощью данного метода могут быть также обнаружены внутренние несплошности, расположенные в непосредственной близости к поверхности, однако чувствительность этого метода резко снижается с увеличением глубины расположения дефекта в металле.
Настоящий стандарт содержит рекомендации по подготовке поверхности контролируемой детали, способы намагничивания, требования к дефектоскопическим материалам и их применению, а также регистрацию и интерпретацию результатов. Критерии приемки объектов по результатам контроля не приводятся. Дополнительные требования магнитопорошкового контроля указаны в стандартах на продукцию.
Данный стандарт неприменим к способу остаточного намагничивания.
1 Область применения
Настоящий стандарт устанавливает принципы и основные требования к проектированию и внедрению системы прослеживаемости кормов и пищевых продуктов в цепочке их производства.
Настоящий стандарт предназначен для применения любой организацией, работающей на любом этапе производства кормов и пищевых продуктов.
Предполагается, что применение настоящего стандарта должно быть достаточно гибким, что позволит организациям, производящим корма и пищевые продукты, достигать поставленных задач.
Система прослеживаемости — это комплекс технических средств, управленческих мероприятий (действий), направленных на содействие предприятию в организации его деятельности и позволяющих, при необходимости, определить время производства, качество, местоположение продукта и/или его компонентов.
6 Внедрение
Организация должна продемонстрировать свое обязательство о внедрении системы прослеживаемости, распределив обязанности по менеджменту и обеспечив соответствующими ресурсами.
Придерживаясь проектирования и разработки системы прослеживаемости, организация должна выполнять этапы, установленные в 6.2—6.6.
Организация сама может выбрать соответствующие инструменты для прослеживания, записи информации и обмена ею.
6.2 План прослеживаемости
В каждой организации должен быть создан план прослеживаемости, который может быть частью более широкой системы менеджмента. В план прослеживаемости должны быть включены все идентифицированные требования.
6.3 Обязанности
Организация должна определить задачи, проинформировать персонал о стоящих перед ним задачах и обязанностях.
6.4 План обучения
В организации должен быть разработан и внедрен план обучения персонала. После соответствующего обучения персонал должен быть проинформирован о необходимости соблюдения требований системы прослеживаемости.
Сотрудники должны продемонстрировать свою компетентность 8 правильном внедрении системы прослеживаемости.
6.5 Мониторинг
В организации должна быть создана схема мониторинга системы прослеживаемости.
6.6 Ключевые показатели деятельности
В организации следует установить ключевые показатели деятельности для определения результативности системы.